镀种介绍
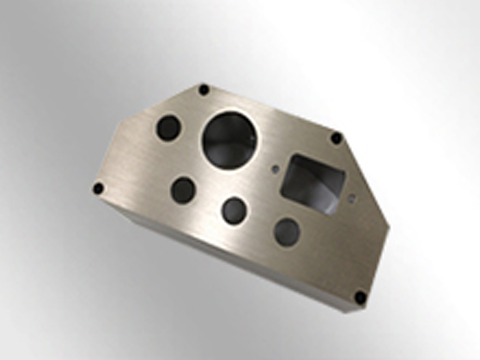
铝及铝合金化学转化膜(MIL-DTL-5541F)
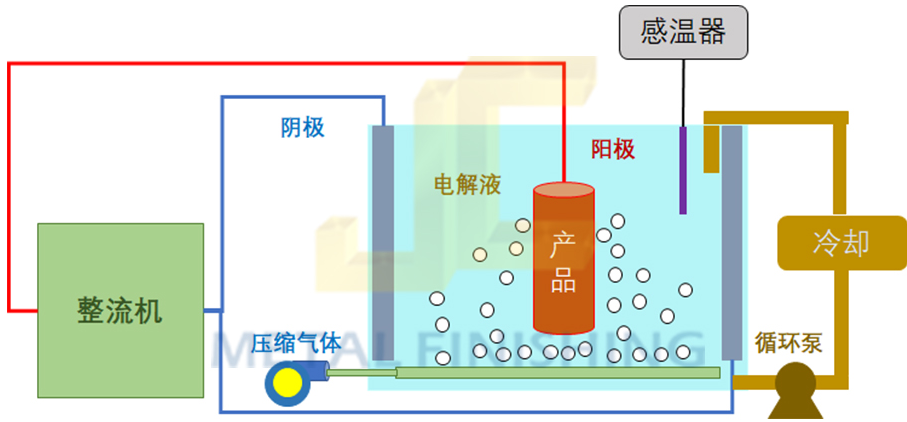
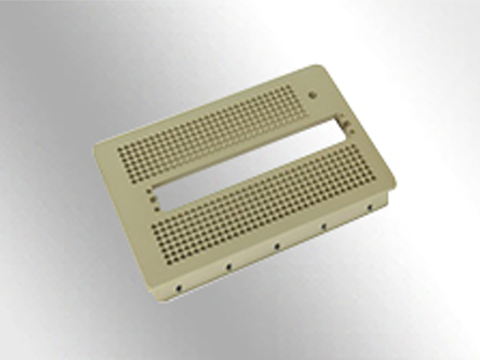
铝及铝合金化学转化膜就是在具有氧化性的化学转化溶液中,铝的表面与化学转化溶液中的化学氧化剂反应,生成化学转化膜的过程。
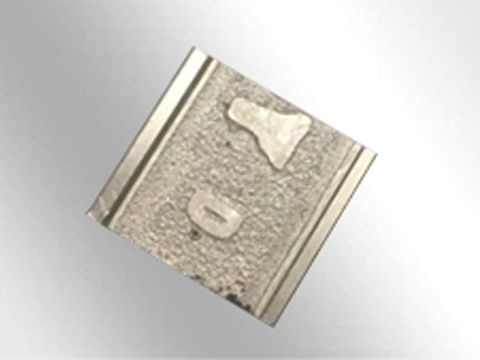
镁及镁合金化学转化膜(AMS-M-3171)
镁及镁合金化学转化膜通过化学或电化学处理方法,在镁合金表面形成一层由氧化物、铬化物、磷化物或其他一些化合物组成的具有良好附着力的难溶膜层。这层膜能保护基体能保护金属材料不受腐蚀性环境的影响,也可以提高以后涂装漆膜的附着性。
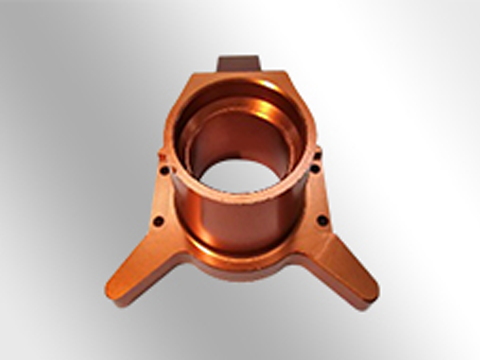
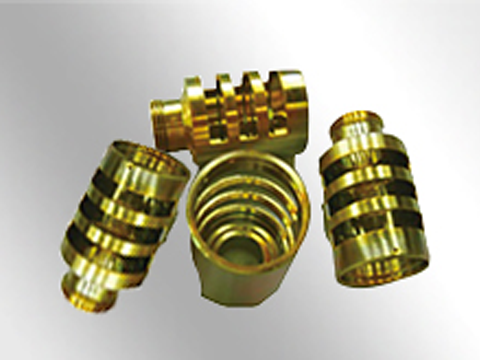
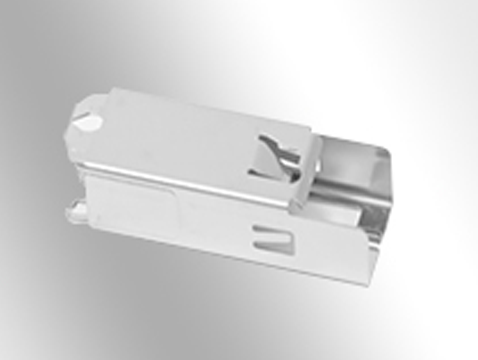
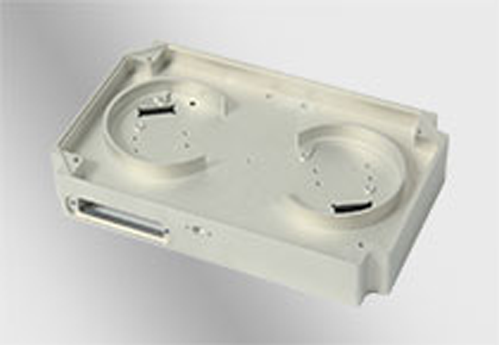
铝及铝合金化学转化膜

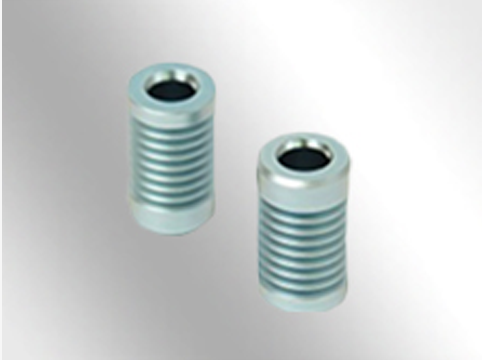
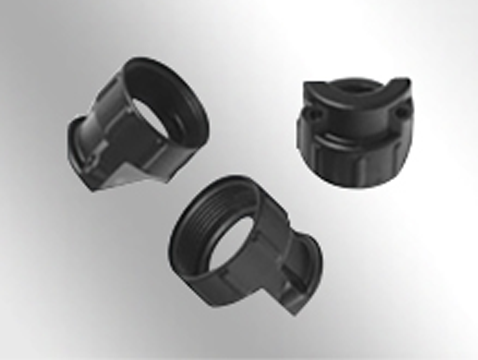
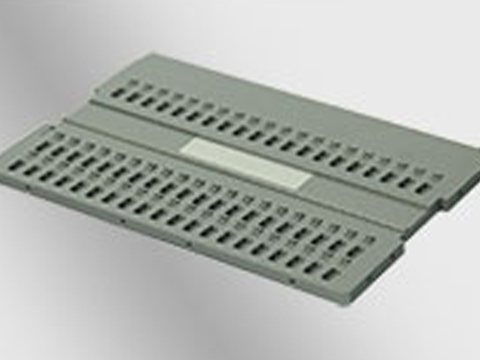
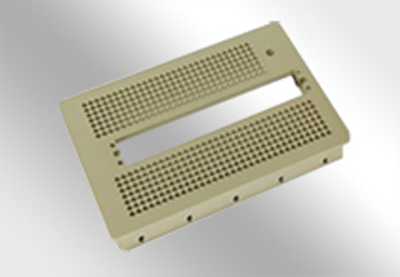
镁及镁合金化学转化膜
种类介绍
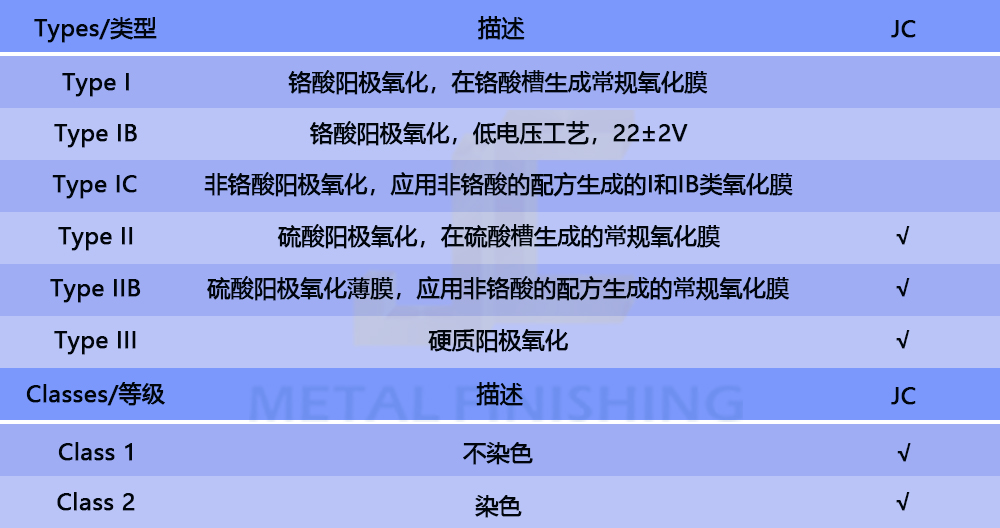
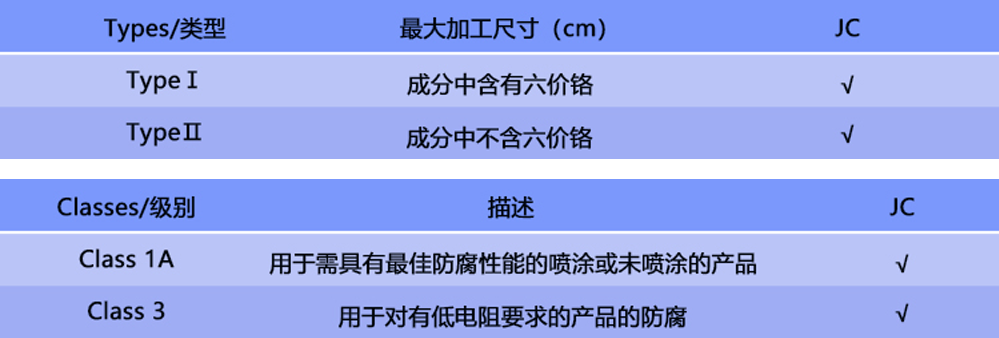
铝及铝合金化学转化膜(MIL-DTL-5541F)
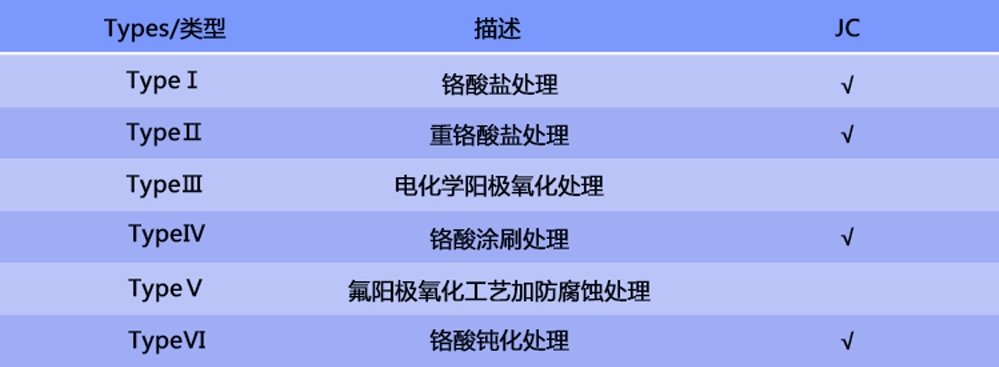
镁及镁合金化学转化涂层 (参考标准AMS-M-3171)
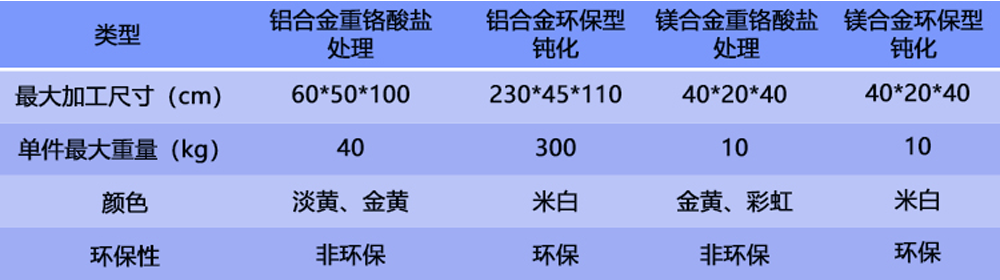
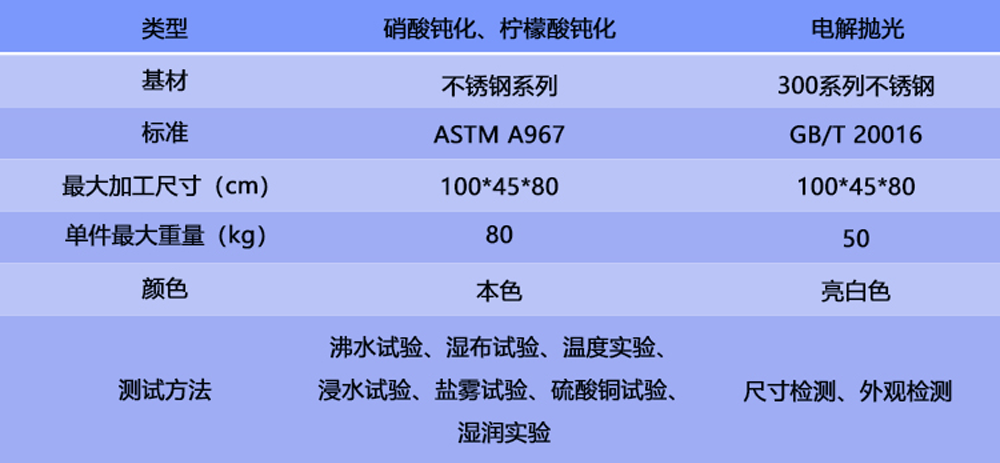
技术能力
◆ 基材:铝及铝合金、镁合金
◆ 参考标准:MIL-DTL-5541F、AMS-M-3171
◆ 测试方法:盐雾试验、湿胶带附着力试验、表面电阻测试(只针对Class 3镀层)